|
|
真空腔体是保持内部为真空状态的容器,真空腔体的制作要考虑容积、材质和形状。
) i8 ] }# e5 R$ q9 v, Y1 e0 V$ Q( u6 s
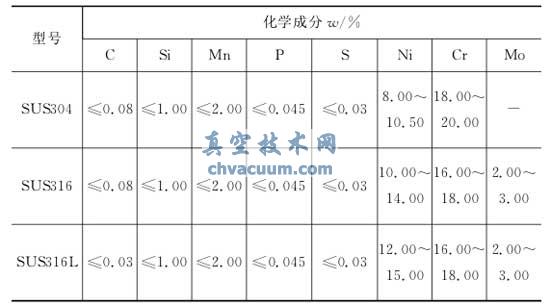
不锈钢是目前超高真空系统的主要结构材料。其中300系列不锈钢(表1)是含Cr10%~20%的低碳钢,具有优良的抗腐蚀性、放气率低、无磁性、焊接性好、导电率和导热率低、能够在-270~900℃工作等优点,在高真空和超高真空系统中,应用广泛。
- Q3 g# S. ^ W& T% S4 ^
+ N7 Z, X+ ]0 Z表1 300系列不锈钢的化学成分(其他成分为Fe)
; z$ y; q6 d/ ? s6 H3 V) r4 ^( ~$ A* S0 u* a3 v# f
 . Z2 p& ?3 @" f9 K6 O . Z2 p& ?3 @" f9 K6 O
4 Y4 G' k' L- Z0 \8 z9 B, U1 @
近年来,为了降低真空腔体的制作成本,采用铸造铝合金来制作腔体也逐渐普及。另外,采用钛合金来制作特殊用途真空腔体的例子也不少。
( ^# @/ |% W- B }$ g8 R2 s5 }' J( W$ U
为了减小腔体内壁的表面积,通常用喷砂或电解抛光的方式来获得平坦的表面。超高真空系统的腔体,更多的是利用电解抛光来进行表面处理。 7 G1 A1 g, F8 ~5 t
`1 `1 O: G. M7 P 焊接是真空腔体制作中最重要的环节之一。为避免大气中熔化的金属和氧气发生化学反应从而影响焊接质量,通常采用氩弧焊来完成焊接。氩弧焊是指在焊接过程中向钨电极周围喷射保护气体氩气,以防止熔化后的高温金属发生氧化反应。 # n5 @$ n9 |3 w: ~& u, {
3 P5 y1 ]* a( K! v/ m! d 超高真空腔体的氩弧焊接,原则上必须采用内焊,即焊接面是在真空一侧,以免存在死角而发生虚漏。真空腔体不允许内外双重焊接和双重密封(图1)
0 I, G/ l) j. k
6 P1 @/ L! Y; \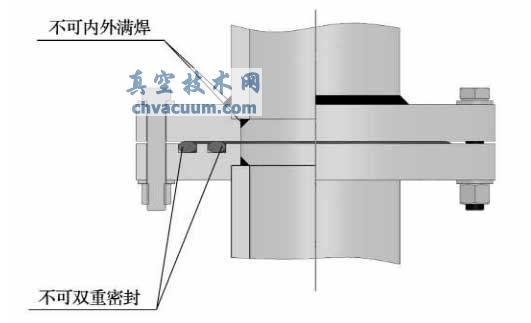 . i5 ^) y' Z! c: D . i5 ^) y' Z! c: D
# t8 B6 }" K. g2 \$ d
图1 真空腔体不允许内外双重焊接和双重密封
2 c+ g. K e7 E! i
5 R. G- l z+ a- d, c 真空腔体的内壁表面吸附大量的气体分子或其他有机物,成为影响真空度的放气源。为实现超高真空,要对腔体进行150~250℃的高温烘烤,以促使材料表面和内部的气体尽快放出。烘烤方式有在腔体外壁缠绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐篷中。比较经济简单的烘烤方法是使用加热带,加热带的外面再用铝箔包裹,防止热量散失的同时也可使腔体均匀受热。 5 g C6 ^+ W6 C L8 P* P
( N1 X' c n& Z. b( q! r
图2是笔者实验室的真空腔体烘烤时的真空度变化结果,烘烤采用缠绕加热带的方式。当真空度达到约10-3 Pa时,开始给加热带逐渐通电加热,最终保持腔体在150℃下进行长时间烘烤。烘烤过程中关闭离子泵,同时也给离子泵通电进行加热烘烤,这时的真空腔体只靠分子泵和前级泵来排气。随着腔体温度的升高,腔体内表面吸附的水蒸气等气体分子大量放出,真空度会迅速恶化。气体的放出量随着烘烤时间的延长而逐渐减少,因此真空度也逐步好转。停止烘烤时,切断加热带和离子泵的烘烤电源,然后趁腔体仍处在高温的状态下对钛升华泵进行除气处理。钛升华泵的除气处理是指给Ti丝通电加热,但又控制温度在Ti升华温度之下的操作。钛升华泵除气处理的目的是清除吸附在Ti丝表面的气体分子以及其他可能的污染物,以确保钛升华泵的正常工作。充分完成钛升华泵的除气处理之后,启动离子泵和钛升华泵,加大真空排气的力度。随着排气力度的增大和由于腔体温度降低而放出气体的减少,系统的真空度会迅速好转。 5 x/ h" U8 k" r' L4 Z6 Z4 ^8 `
; ? R" z/ G7 ?3 T6 d; G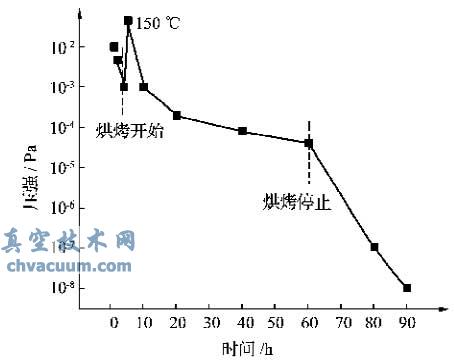
! Q$ [& j0 R6 @8 t }$ @
3 J; C2 ?* Y- v# S: [图2 烘烤时的真空度变化
8 y1 n! }9 u1 _$ P
# y% E& v" E, F1 n 新完成的腔体第一次烘烤时,一般需要一周时间,重复烘烤后单独的烘烤时间可以适当减少。为了更准确地测量真空度,停止烘烤后也应该对真空计进行除气处理。如果真空泵能力充分而且烘烤时间充足的话,烘烤后真空度可提升几个数量级。 3 u! J3 }. V# c
" \* F; n" {4 n
一个大气压在1cm2的面积上产生约1kgf的压力,对直径20cm的法兰来讲,就是1t的压力。圆筒或球形的腔体,由于构造的特殊性使得压力分散,腔体的壁厚2~4mm就不会变形。但是,对于方形腔体,侧面的平板上要承受上吨的压力,必须通过增加壁厚或设置加强筋,才能防止变形。方形腔体一般情况下要比筒形和球形腔体重,而且价格高。图3所示为几种代表性的真空腔体,分别为筒形、球形和方形。
+ f: b5 F+ ~/ Q& B3 j4 j
( H. C7 n1 u+ I2 P& B. i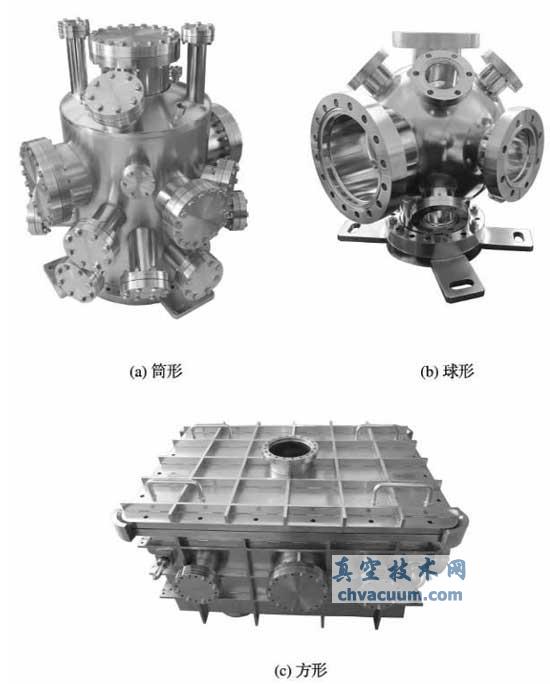 9 o3 S; B! w! B2 _) j' ^* b$ P+ u 9 o3 S; B! w! B2 _) j' ^* b$ P+ u
, r" U* ^, y4 ^- ]$ M4 I; y& Q图3 几种代表性的真空腔体实物 |
|

 窥视卡
窥视卡 雷达卡
雷达卡 发表于 2025-7-20 10:18:34
发表于 2025-7-20 10:18:34
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡