|
|
根据国内外真空脱臭系统的发展现状及趋势,结合干式-冷凝真空脱臭系统工作原理、工作方式,分析了该技术在油脂精炼脱臭过程中的能源消耗状况及经济效益,显示出广阔的应用前景。 " @. j& D9 d- M" Q
. U$ T# D1 t- c: x2 x 近年来,我国油脂加工产业发展迅速,上规模企业近1500家。2010年食用植物油加工业年处理油料能力为13111.1万t、油脂精炼能力为3972.5万t;食用油品种繁多,品种以大豆油、菜籽油、棕榈油和花生油为主,4个品种产量达1984.8万t,占食用植物油实际总产量的88.5%。油脂精炼生产过程中蒸汽消耗约占总动力成本的80%左右,是节能技术应用的重点区域。《“十二五”节能减排综合性工作方案》主要目标要求到2015年全国万元国内生产总值能耗下降到0.869t标准煤,比2010年的1.034t标准煤下降16%。作为用能大户,食用油脂加工行业面临的节能减排形势也十分严峻。 4 [* V/ m( s2 O+ u/ ~6 x
" H" N! z$ Q, ~ 随着科学技术的发展,干式-冷凝真空脱臭系统作为一种新型节能技术发展日益成熟,有望降低精炼过程中的蒸汽量和用水量能源消耗,成为降低油脂加工企业生产成本的重要手段之一。
3 ?+ I C/ U9 Q: H- @$ a6 e' \. i6 R. ?7 \
1、国内外发展概况和趋势 ( L* u/ e7 v( _
4 F+ `+ K$ ]* N; `8 U 油脂精炼真空脱臭系统主要有喷射大气冷凝系统、低温碱液冷凝真空系统、预脱臭系统以及干式-冷凝真空脱臭系统。现我国大部分油脂精炼生产线采用传统的喷射大气冷凝真空脱臭系统。尽管前期投入费用低,但是能耗极高,所需蒸汽消耗约占总蒸汽量60%~85%。相比传统工艺,美国、德国等多个厂家采用低温碱液冷凝真空系统,用二级真空泵联用一台水环真空泵替代了传统的四级蒸汽喷射泵,用低温碱液替代了30℃的循环水,提高了脂肪酸的捕集效果,降低了动力蒸汽的耗量,节能效果达到40%以上。印度MECPRO公司采用预脱臭法,用脱色油经节能器加热、除气罐除去一些不溶的过氧化物,再经闪蒸器除去游离脂肪酸及其他含臭物质后,进入脱臭塔脱臭的工艺,使直接蒸汽消耗降至通常水平的70%。
0 Q4 H2 @3 S, g' J; Y3 a- Y
0 C$ Y- ~+ D; f7 f% r+ E 另外,脱臭工艺中的水耗也是精炼脱臭工艺中关注的焦点问题。传统喷射大气冷凝真空脱臭系统需要大量的冷却水,并排放大量废水。以400t/d食用油精炼生产线为例,冷凝器及冷却塔用水为250m3/h,废水排放为3.9t/h,按300d工作时间计算,年用水量为180万t,年产污水2.8万t。低温碱液冷凝真空系统和预脱臭系统尽管节能效果明显,但还是没有解决水耗高以及污水排放量大的问题。
. A* l: B) f; e$ }0 ~- O; @* {, z7 H0 ^# _
相对于上述3种真空脱臭系统,干式-冷凝真空脱臭系统近年来得到快速发展,成为一种新型高效的节能技术。干式-冷凝真空脱臭系统最早在1969年由Martinenghi G.B.首次提出该项技术的雏形,用-40℃~-15℃的温度凝华油脂脱臭工艺蒸汽中的可凝气,从而减轻下级真空泵负荷。1984年,Merk等对该技术又进行改进,将“干冷器”称为“间接冷凝器”,为强化传热效果,他提出间接冷凝器内流体雷诺数应低于2300,流体流动方向上通道面积应视气体量而变化,且流体入口处和出口处的雷诺数应保持基本一致。1986年,Hansted F.对干式-冷凝真空脱臭系统进行改进,并称丹麦Atlas公司的首台工业化装置于1983年于丹麦大豆饼工厂投入工业应用,节能效果良好。2001 年,LinesJ.R.对该系统冷凝器进行革新设计,在规模为34t/h油脂脱臭生产中的能耗指标显示出该系统的低能耗优势。目前,德国Korting、丹麦Atlas及美国Graham公司在该项技术方面处于领先地位。 " _& V) b7 P3 j q5 U
' H0 i; a# i- I) c
相比于喷射大气冷凝系统、低温碱液冷凝真空系统、预脱臭系统3种脱臭方式,干式-冷凝真空脱臭工艺具有显著的优点: % H8 m$ ?0 v; c: G9 I
* ?$ j* O- u# |5 F( m
(1)能耗方面:不需要使用多级蒸汽喷射泵、大气冷凝器等装置,所需蒸汽压力降低,蒸汽用量也大幅减少;几乎无需冷却循环水,无需冷却循环水泵。 2 W+ Z( ?- Q) A: I+ w3 b8 Z
! x+ \; k- m! `1 _# A' [& T* K
(2)环保方面:几乎无废水排放,易于分离处理;最终排出的气体中几乎不含有挥发性物质,无臭气。
7 Z3 i! U2 Q, ~
' T4 N9 B1 f7 I (3)操作方面:真空稳定,操作灵活,可调节性好,自动化程度高且安全可靠,适合气量多变的要求。
' N8 l- s$ d, u. O f% A
5 q& A* j$ m1 K8 O* P! C (4)土建维护方面:占用空间小,容易接近,管理维修工作量小。
) I) {9 X' T* V4 d7 X3 X5 Z4 A v+ k f/ J
干式-冷凝真空脱臭系统在我国还属于新兴技术,必将受到越来越多的油脂加工企业重视及油脂科研工作者的深入探讨,从而更好地为油脂加工产业服务。
! ]1 B& S; o+ I& T U0 m1 b+ V7 D% l
5 N- l7 T$ h; q 2、工作原理 " U# k5 A/ X/ V/ ~
$ Y. S4 z1 L5 T3 e& s1 W
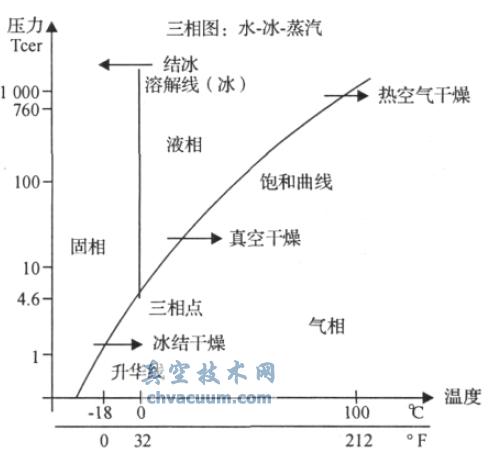
在水的三相图(图1)中,在水的三相点(0 ℃[32°F],0.61kPa),只存在气相水汽和固相冰两种状态;水汽会直接冷凝成冰(反升华),与水蒸气冷凝成水的“湿”冷凝不同,这种冷凝形式可称之谓“干”冷凝。
2 g' R1 k3 R; N$ M) L9 Z; A" `6 z! n/ L5 f
2 Q7 H* y+ W W# w! c, \ E( y4 p- }8 a8 J# i) x S! D# Y8 C& @
图1 水三相图
, Z/ O" P, i$ K+ o
: R* W* E7 g* D( C& d! D 干式-冷凝真空脱臭技术在水的三相点参数条件以下,将从脱臭塔中吸入的水蒸气与游离脂肪酸等物质,采用干式-冷凝的方式使之不经过液相状态,在冷凝器冷却管传热面上直接冻结成固相而附着在冷凝管表面,然后再行除去的工艺方法,经过冷凝器后实际上流向喷射泵的仅有空气。 1 X% l A! n" Q4 S+ ^
1 |- q) b. k. U 3、工作方式 / x& @) Y! G: w
^) F5 i0 J3 w* u, p& }9 i: E/ {" } 干式-冷凝真空脱臭系统,主要是由汽阱系统、除冰系统、非冷凝真空系统和制冷装置4部分组成。干式-冷凝真空脱臭系统工作方式见图2。 $ T5 v( y' b' |9 C8 ?
' p) U9 Y- }% S* b* Z 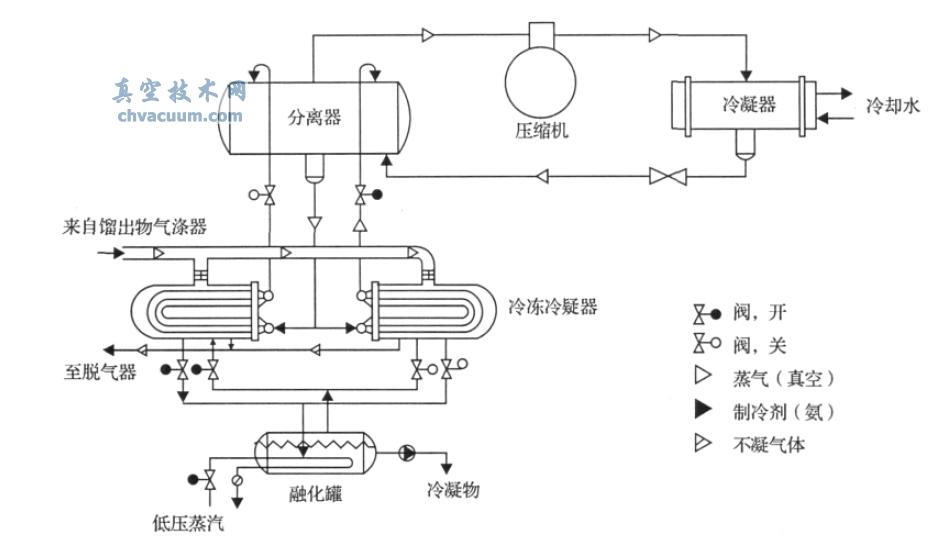 5 O2 C/ L* y# e, N8 ~ 5 O2 C/ L* y# e, N8 ~
# }% F, G/ S( N; Q H) C
图2 干式-冷凝真空脱臭系统工作方式 7 \. N8 o; g9 y. v$ l: i
6 C8 g _5 \$ o$ a' D& x6 ~& e
(1)经由脂肪酸洗涤器的脱臭蒸汽进入冷凝器,在冷凝器表面冷凝结成固体而附着在冷凝器表面,不凝结汽体被机械罗茨泵系统排空。 / v/ U" t9 o. ?! o0 G
+ ]6 a, z; i% K* ^ (2)汽阱系统和除冰系统工作方式:由2组冷凝器串联连接,每组冷凝器由2台双管程双壳程交叉运行的冷凝器并联组成,当1台冷凝器工作时,另一台则处于除冰状态。当1台冷凝器的工艺阀、真空阀、冷却阀和排液阀关闭时,除冰蒸汽阀开启,蒸汽通过除冰蒸汽阀进入冷凝器,使附着在冷凝器表面的冰晶完全溶化,开启排液阀使溶化的脂肪酸混合物全部流入下方的暂存罐中。此时除冰结束,关闭除冰蒸汽阀和排液阀,缓慢开启冷却阀冷却冷凝器使冷凝器中残留的水蒸气冷凝成冰,残留水汽凝结成冰时可使该冷凝器内形成真空,其水汽压力会等于或优于正在工作的冷凝器内真空度。当残留水汽完全被冷凝后,开启真空阀和工艺阀,冷凝器进入工作状态。关闭和开启相应阀门使另一冷凝器进入除冰状态。第1组冷凝器上装有热水管道,以便冲洗冷凝器管外壁上附着难以除尽的物质。脂肪酸暂存罐与脂肪酸罐连接,溶化的脂肪酸混合物经暂存罐流入脂肪酸分离罐进行脂肪酸与水的分离。
" W2 K5 i' q; O% d& @$ Z# W4 x1 T
(3)非冷凝真空系统:由2台一级罗茨泵、1台二级罗茨泵、1台三级罗茨泵、1台水环真空泵、1台冷凝器和1台汽液分离器组成。经过汽阱系统后的汽体中基本不含有脂肪酸挥发物和水蒸气,该汽体经过罗茨泵系统后在水环泵中与经过冷凝器冷凝的循环废液混合,汽体中部分可溶物溶入废液中,汽液混合物进入汽液分离器最后进行汽液分离,分离出来的液体进入废液循环管路,不溶性汽体排空。
9 j7 b( s) U+ r( x6 S, l! E( v" P! L
5 ^: z9 V) k9 y! S" W Z (4)制冷装置:由1台载冷剂暂存罐、2台串联的冷凝器、2台串联的标准螺杆式冷冻机组和1台载冷剂输送泵组成。载冷剂由汽阱系统返回载冷剂暂存罐,然后进入冷凝器中与冷冻机组输出的液氨进行热交换,冷凝至-20℃左右的载冷剂最后通过载冷剂输出泵输送到汽阱系统中。
2 W8 L/ s+ A. l' l1 P2 Z0 Z% }3 j
4、经济效益
2 h1 j- O% t, E6 P& {+ I. {3 F/ d& o6 `; J/ B
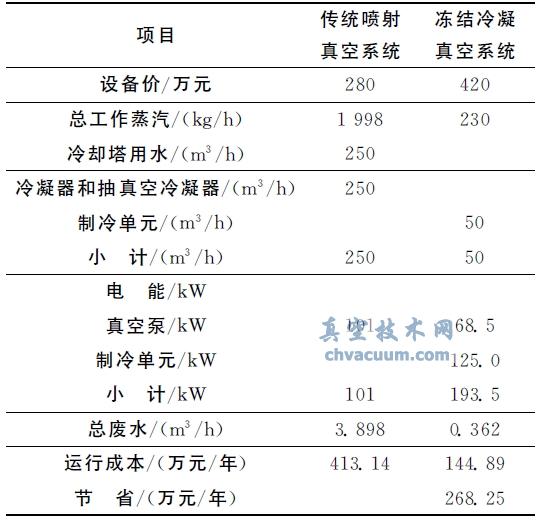
表1 干式-冷凝真空脱臭系统经济效益分析
" `% Z. P6 N: s3 L6 j$ l5 U: x. D3 {1 H8 w* \2 |
2 [9 X. C) x% e7 H# j8 L9 u
R5 a( W. A' I% z9 q6 G; e+ }2 U 为进一步完善干式-冷凝真空脱臭节能技术,将研制出的干式-冷凝系统应用于某油脂加工企业400t/d精炼生产线的改造工程,并同原有传统喷射真空系统相比较,分析了该系统的造价、能耗等经济指标。 1 S! |6 y2 e, \7 X, L0 M
& K& q5 I, T- r9 z6 ? 从表1可以看出,以该400t/d精炼生产线年加工300d计,与传统喷射真空系统相比,采用干式-冷凝真空脱臭系统可以节省蒸汽12729.6t,节约用水28800t,减少污水排放25459.2t,年节省成本268.25万元。该干式-冷凝真空脱臭系统在降低蒸汽和用水消耗方面具有显著优势,有利于降低油脂加工企业经营成本,提高企业市场竞争力。
; D2 G4 {) K! I" e& @) z) W& o5 e, T8 |8 p
5、应用前景
; M. ~1 F, q4 m( m
& W! r9 w9 q5 z* n/ P- t 在能源价格越来越高,社会对环保要求越来越严格的情况下,作为能耗高、污染较大的食用油脂加工企业来说,寻求节能环保的工艺技术是企业长远发展的必然要求。干式-冷凝真空脱臭系统在节能环保方面的有着显著的优势,它的应用可使企业达到节能减排的目标,为企业带来可观的经济效益和社会效益,符合社会发展对企业的要求,是我国油脂精炼技术发展史上的一次变革,必将在我国食用油脂工业中逐步地得到应用和发展。 |
|

 窥视卡
窥视卡 雷达卡
雷达卡 发表于 2025-7-20 08:51:04
发表于 2025-7-20 08:51:04
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡